Introduction
U.S. fire departments respond to roughly 3,400 structure fires involving hot work every year, resulting in an average of 19 deaths, 120 injuries, and $292 million in property damage annually, according to NFPA research. Welding torches are among the most common equipment involved.
Oxy-acetylene operations sit at the high-risk end of hot work. Oxygen accelerates combustion of everything nearby. Acetylene becomes chemically unstable above 15 psi. Together, they produce the hottest flame available from any common fuel-gas combination — approximately 5,400°F at the inner cone tip, according to the American Welding Society.
That heat enables applications nothing else can match — and it's exactly why handling errors carry serious consequences.
This guide covers both sides: the industrial applications of the oxygen-acetylene mixture, and the safety practices required at every stage — from cylinder storage through daily operation and shutdown.
Key Takeaways
- Oxy-acetylene produces the hottest flame of any common fuel-gas combination — hot enough to weld, cut, and braze most metals
- Never exceed 15 psi acetylene operating pressure — above this, decomposition can occur without any ignition source
- Oxygen and acetylene cylinders must be stored at least 20 feet apart or separated by a fire-rated wall
- Flashback arrestors are mandatory on both fuel and oxygen lines — check valves alone are not sufficient
- Always shut down in order: oxygen valve first, then acetylene, then bleed the hoses
What Is the Oxygen and Acetylene Mixture and What Is It Used For?
The Chemistry
Oxygen (O₂) acts as the oxidizer; acetylene (C₂H₂) provides the fuel. When ignited at the correct ratio, the reaction produces a flame reaching approximately 5,400°F at the inner cone — hotter than any other common fuel-gas combination because pure oxygen replaces atmospheric air as the oxidizer.
Three distinct flame types are possible depending on how the operator adjusts the oxygen-to-acetylene ratio:
| Flame Type | Ratio | Characteristics | Typical Application |
|---|---|---|---|
| Neutral | ~1.1:1 O₂ to C₂H₂ | Balanced; clean inner cone | Most welding and cutting |
| Carburizing (reducing) | Excess acetylene | Feather-like extension beyond inner cone | Hardfacing, certain alloys |
| Oxidizing | Excess oxygen | Shorter, sharper cone; harsher sound | Brazing brass and bronze |

Selecting the correct flame type is both a performance and a safety decision. An unintended carburizing flame during cutting signals a gas ratio problem that can destabilize combustion and compromise the cut.
Primary Industrial Applications
The three core uses for oxy-acetylene equipment:
- Oxy-fuel welding — melting base metal edges to fuse them, with or without filler material; suited for thinner steels and field repairs
- Oxy-fuel cutting — preheating metal to ignition temperature, then blasting a stream of pure oxygen to oxidize and sever it; effective on carbon steel plate
- Brazing and controlled heating — joining metals with filler alloys below the base metal's melting point; also used for stress relief, forming, and bending with rosebud tips
Secondary Uses
Oxy-acetylene equipment handles tasks that arc welding can't easily address:
- Loosening corroded or seized fasteners with localized heat
- Metal forming and bending using rosebud tips for large surface heating
- Artistic metalwork and sculpture
- Field repair and maintenance where electrical power isn't available
MIG and TIG welding have largely replaced oxy-acetylene for production welding, but the oxy-acetylene setup remains the preferred approach for manual brazing, field cutting, and situations where portability matters more than speed.
Across all these applications, gas composition consistency directly affects flame behavior and weld quality. Acetylene with acetone contamination — caused by drawing gas too fast from a cylinder — produces an inconsistent flame, erratic heat output, and poor cut quality.
Safety Guidelines for Working with Oxygen and Acetylene
Oxy-acetylene work involves three simultaneous hazard categories: pressure hazards (cylinders at high pressure), fire and explosion hazards (acetylene's instability above 15 psi), and chemical hazards (carbon monoxide from incomplete combustion; toxic metal fumes from coated materials). Safety requires discipline at every stage, not just during initial setup.
General Safety Precautions
PPE requirements specific to oxy-acetylene:
- Welding goggles with appropriate lens shades — OSHA specifies shade 4–6 for gas welding and shade 3–5 for oxygen cutting depending on material thickness; standard safety glasses are not adequate
- Flame-resistant gloves and clothing — no synthetic fabrics near open flame
- Leather boots
- No oil or grease on hands or gloves when handling oxygen equipment
Run these equipment checks at the start of every session:
- Inspect all hoses for cracks, burn marks, or abrasion
- Check all fittings and connections with an approved leak detection solution — never an open flame
- Verify flashback arrestors are installed on both oxygen and fuel lines, at the torch end and at the regulator end
- Confirm regulators are zeroed before opening cylinder valves
Workspace preparation:
- Work only in well-ventilated areas — incomplete combustion produces carbon monoxide, which is colorless and odorless
- Remove or shield combustible materials within the work zone
- Keep a fire extinguisher rated for flammable gas fires within reach
- Clear bystanders from the work area
Safety During Operation
Lighting sequence:
- Open the acetylene valve slightly (quarter to half turn)
- Ignite with a flint striker — never a lighter or match
- Introduce oxygen gradually to reach the desired flame type
- Never open both valves simultaneously before ignition
Operating limits to observe:
- Never exceed 15 psi acetylene delivery pressure — above this threshold, acetylene can decompose explosively without any ignition source present
- Never draw acetylene at a rate exceeding one-seventh of the cylinder's total capacity per hour; exceeding this pulls acetone into the hose, contaminating the system
- If the flame is weak, clean or replace the tip — do not compensate by raising acetylene pressure
Shutdown sequence:
- Close the oxygen torch valve first
- Close the acetylene torch valve
- Close both cylinder valves
- Reopen torch valves briefly to bleed residual gas from hoses
- Close regulator valves and torch valves
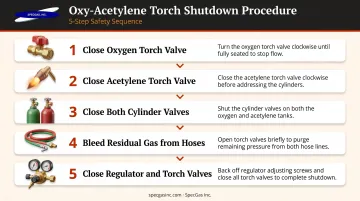
This sequence prevents unburned acetylene from escaping into the work area and reduces backfire risk.
Environmental and Workspace Considerations
Carbon monoxide exposure is a real risk in any enclosed space where oxy-acetylene combustion occurs. OSHA's permissible exposure limit for CO is 50 ppm over an 8-hour TWA. CO is colorless and odorless — by the time symptoms appear, dangerous concentrations may already be present. Adequate ventilation isn't optional.
Toxic metal fumes present an additional hazard when cutting or welding coated or alloyed materials:
- Galvanized steel releases zinc oxide fumes, causing metal fume fever
- Cadmium-coated parts can cause acute intoxication — often without warning symptoms
- Beryllium-containing alloys release highly toxic fumes requiring respiratory protection and enhanced ventilation
Operations involving any coated, plated, or alloyed materials must include appropriate respiratory protection and increased airflow.
Outdoor conditions also affect safety. Wind can deflect or extinguish the flame, creating a risk of unignited gas accumulating near the work area. Use flame guards or wind shields when working outside.
Cylinder Storage and Handling Requirements
Separation and Storage Rules
OSHA 29 CFR 1910.253 requires oxygen cylinders in storage to be separated from fuel-gas cylinders by at least 20 feet or by a noncombustible barrier at least 5 feet high with a minimum 30-minute fire-resistance rating.
The reason: oxygen is an oxidizer. Even a minor leak from either cylinder in a confined space accelerates combustion of any fuel gas present. Together in an uncontrolled leak, the two gases can form a rapidly explosive atmosphere.
Acetylene-Specific Storage Requirements
Acetylene cylinders are packed with a porous material saturated in acetone, which keeps the gas dissolved and stable. Two critical rules follow from this:
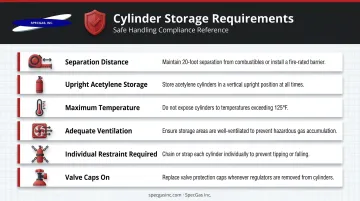
- Store and use acetylene cylinders upright — laying a cylinder on its side allows acetone to pool unevenly, compromising the stability medium
- Stand horizontally stored or transported cylinders upright and wait at least two hours before use to let the acetone redistribute
Temperature, Ventilation, and Securing
- Storage area temperature must not exceed 125°F (51.7°C) (higher temperatures increase internal cylinder pressure)
- Storage areas require adequate ventilation to prevent leaked gas accumulation
- Every cylinder must be individually chained or strapped to a wall, post, or cart; a falling oxygen cylinder with a damaged valve can become a dangerous projectile under its stored pressure
- Valve protection caps must be in place whenever regulators are not attached
- Never transport cylinders in an enclosed vehicle where separation distances cannot be maintained
- Use purpose-built cylinder carts; never drag or drop cylinders
Common Safety Mistakes to Avoid
Three mistakes account for a disproportionate share of serious oxy-acetylene incidents:
1. Using oil or grease on oxygen fittings Oxygen under high pressure reacts violently with hydrocarbons. Even a small amount of oil on an oxygen regulator fitting can spontaneously ignite. Keep all oxygen equipment clean and completely free of lubricants — and never handle oxygen fittings with oily gloves.
2. Using check valves instead of flashback arrestors Check valves prevent reverse gas flow, but they cannot stop a detonation shockwave from traveling back through the hose toward the cylinder. Only a flashback arrestor is designed to intercept that pressure wave and shut off gas flow.
One AIGA-documented incident shows how fast this can go wrong: a flashback reached an acetylene cylinder roughly 3 minutes after torch ignition, causing over $2 million in property damage and launching the largest cylinder fragment more than 20 meters.
3. Exceeding acetylene pressure to compensate for a weak flame When flow is restricted by a clogged tip or worn equipment, opening the acetylene valve further is a natural response — but acetylene above 15 psi can decompose explosively inside the hose with no ignition source required. The correct fix is to clean or replace the tip.
Conclusion
The oxygen and acetylene combination works because of the same properties that make it dangerous. The flame that cuts through steel plate is produced by the same reaction that, under the wrong conditions, causes cylinder explosions and flash fires.
For organizations and individual operators, safety in oxy-acetylene work comes down to consistent practice:
- Run pre-use checklists every session without exception
- Maintain proper storage infrastructure year-round
- Inspect equipment before each use
- Source gas from suppliers who provide verified, consistent composition
These hazards are well-documented — and the incidents that happen are almost always traceable to a specific skipped step, not an unpredictable failure. That's what makes consistent procedure the most reliable safety tool available.
Frequently Asked Questions
Do you shut off oxygen or acetylene first when shutting down an oxy-acetylene torch?
Close the oxygen torch valve first, then the acetylene valve. This prevents backfire and avoids releasing unburned acetylene into the work area. Then close the cylinder valves, bleed residual gas from the hoses, and close the regulators.
What is the best ratio of oxygen to acetylene for welding and cutting?
A neutral flame at approximately 1.1:1 oxygen-to-acetylene is standard for most welding and cutting applications. A carburizing flame (excess acetylene) is used for hardfacing certain alloys, while a slightly oxidizing flame (excess oxygen) suits brazing specific brasses and bronzes. The correct ratio depends on the base metal and the operation.
Why shouldn't acetylene cylinders be laid on their side?
Acetylene cylinders contain a porous material saturated with acetone, which keeps the gas dissolved and chemically stable. Laying the cylinder on its side causes the acetone to pool unevenly, disrupting that stability — so if a cylinder has been horizontal, stand it upright for at least two hours before use.
What is the maximum safe operating pressure for acetylene?
Acetylene must not be used above 15 psi (103 kPa gauge). Above this pressure, acetylene can decompose explosively — a reaction that can occur without any ignition source. Raising acetylene pressure to compensate for equipment problems is a serious hazard that has caused fatal accidents in oxy-acetylene operations.
What is a flashback, and how do flashback arrestors prevent it?
Flashback occurs when the flame propagates backward through the torch and hose toward the cylinder, typically from a clogged tip, incorrect pressure, or improper shutdown. Flashback arrestors detect the reverse pressure or flame front and automatically shut off gas flow before the shockwave reaches the cylinder — a function check valves alone cannot perform.
Can oxygen and acetylene cylinders be stored in the same room?
Yes, but only if separated by at least 20 feet of clear distance or a fire-rated barrier with a minimum 30-minute rating. The separation requirement exists because even a small simultaneous leak from both cylinders in proximity can produce a rapidly explosive atmosphere — oxygen dramatically intensifies the combustion rate of any nearby fuel gas.