Introduction
When hydrogen sulfide (H₂S) meets sulfur dioxide (SO₂) under the right conditions, the result is one of the more useful reactions in industrial chemistry: two toxic gases convert into recoverable elemental sulfur and water. That transformation — 2 H₂S + SO₂ → 3S + 2H₂O — is the foundation of the Claus process, the method responsible for approximately 90 to 95 percent of all recovered sulfur produced worldwide.
This article covers the operational reality behind that equation: the stoichiometry that governs yield, the temperature windows that determine catalyst performance, where the reaction applies, and where practitioners consistently go wrong.
Understanding each of these factors is what separates consistent sulfur recovery performance from chronic tail gas and compliance problems.
Key Takeaways
- 2 H₂S + SO₂ → 3S + 2H₂O: the reaction requires a precise 2:1 molar ratio of H₂S to SO₂
- In a completely dry gas phase, the reaction does not proceed meaningfully — moisture or a catalyst is required
- At industrial scale, this reaction drives the Claus process — the dominant method for sulfur recovery from sour gas streams
- Deviations from stoichiometry are the primary cause of poor yield and elevated tail gas emissions
- Detector calibration for H₂S and SO₂ requires stable, certified gas standards — both gases are acutely toxic and unforgiving of measurement error
What Is the H₂S + SO₂ Reaction?
The Balanced Equation and Redox Roles
The reaction is a redox process in which H₂S acts as the reducing agent and SO₂ acts as the oxidizing agent. Per EPA AP-42, the balanced equation is:
2 H₂S + SO₂ ⇌ 3S + 2H₂O + heat
The oxidation state changes tell the story:
- Sulfur in H₂S: −2 → 0 (oxidized; H₂S is the reductant)
- Sulfur in SO₂: +4 → 0 (reduced; SO₂ is the oxidant)
Both sulfur species converge to elemental sulfur at oxidation state zero. The result is solid sulfur — recoverable as a commodity — and water as the only other product.
What the Reaction Achieves
The practical value here is straightforward: two toxic gases in, one recoverable solid and water out. Both H₂S and SO₂ exit as elemental sulfur — but only when the feed ratio holds the correct 2:1 stoichiometry. Deviation from that ratio leaves unreacted gas in the product stream.
Distinguishing This Reaction from Related H₂S Chemistry
That specificity matters. H₂S participates in several other reactions, and none of them replicate what the Claus reaction achieves:
- Combustion: H₂S + O₂ → SO₂ + H₂O — this is what happens when H₂S is flared; sulfur is not recovered, it is converted to another regulated air pollutant
- Acid formation: H₂S dissolving in water produces a weak acid; unrelated to the Claus reaction
- Silver tarnishing: H₂S + Ag → Ag₂S — a separate surface reaction relevant to instrument contamination
The 2 H₂S + SO₂ reaction is specifically the Claus reaction — the only pathway among these that converts sulfur compounds into a recoverable solid rather than a secondary pollutant or dissolved species.
Why This Reaction Matters in Industry
The Industrial Driver
Petroleum refining and natural gas processing generate large volumes of H₂S through hydrodesulfurization, the process that removes sulfur from fuels to meet product specifications. That H₂S cannot be vented or flared without consequence. The H₂S + SO₂ reaction provides a controlled route to convert it into elemental sulfur — turning a disposal problem into a tradeable commodity.
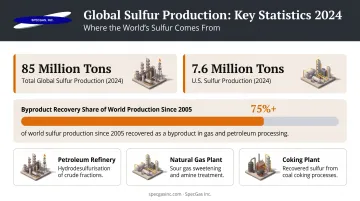
USGS reported global sulfur production at approximately 85 million tons in 2024, with the U.S. contributing 7.6 million tons from petroleum refineries, natural gas processing plants, and coking plants. Since 2005, more than 75 percent of world sulfur production has come from byproduct recovery in gas and petroleum processing. The Claus reaction is what makes that recovery possible at industrial scale.
Regulatory and Environmental Stakes
H₂S and SO₂ releases each trigger distinct regulatory thresholds:
| Gas | Occupational Threshold | Ambient Standard |
|---|---|---|
| H₂S | NIOSH IDLH: 100 ppm; REL ceiling: 10 ppm/10 min | No primary NAAQS for H₂S |
| SO₂ | NIOSH IDLH: 100 ppm; REL: 2 ppm TWA | EPA primary NAAQS: 75 ppb (1-hr avg, 99th percentile) |
Flaring H₂S converts it to SO₂ rather than removing sulfur from the atmosphere. That SO₂ is subject to the EPA's primary NAAQS limit of 75 ppb and contributes to acid rain formation. The Claus reaction sidesteps that problem — recovering elemental sulfur before any combustion-based conversion occurs, which is why it remains the preferred compliance pathway for refineries operating under SO₂ NAAQS obligations.
How the H₂S + SO₂ Reaction Works
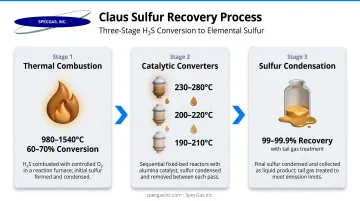
Step 1: Thermal Combustion Stage
The process begins by burning approximately one-third of the H₂S feed with air in a reaction furnace. This combustion generates SO₂:
H₂S + 1.5 O₂ → SO₂ + H₂O
The remaining two-thirds of H₂S then reacts with the freshly produced SO₂ in the 2:1 molar ratio required for the Claus reaction. Furnace combustion temperatures typically range from 980 to 1540°C (1,800 to 2,800°F) according to EPA AP-42. At these temperatures, the thermal stage typically achieves 60 to 70 percent of total sulfur conversion.
The thermal stage also produces side reactions generating COS (carbonyl sulfide) and CS₂ (carbon disulfide) — compounds that require additional treatment downstream.
Step 2: Catalytic Reaction Stages
The gas stream leaving the thermal stage (containing unreacted H₂S, SO₂, elemental sulfur vapor, and side-reaction products) passes through a series of catalytic converters. Activated alumina is the standard catalyst; titanium dioxide is used in some applications.
Typical inlet temperatures by converter stage:
| Stage | Inlet Temperature |
|---|---|
| First converter | 450–540°F (230–280°C) |
| Second converter | 390–430°F (200–220°C) |
| Third converter | 370–410°F (190–210°C) |
Each stage operates at a progressively lower temperature to improve equilibrium conversion. The first converter runs hotter (inlet above 500°F) specifically to hydrolyze COS and CS₂. A standard Claus plant uses two or three catalytic converters in series, with sulfur condensed and removed between stages.
One critical constraint governs all stages: they must operate above the sulfur dew point. If temperature drops below that threshold, liquid sulfur deposits on the catalyst bed and rapidly deactivates it.
Step 3: Sulfur Condensation and Recovery
Condensation and reaction alternate at every stage. After each converter, the gas stream passes through a condenser cooled below the sulfur dew point. Liquid sulfur is collected and sent to storage — and removing it between stages shifts the equilibrium, pushing conversion further in the next converter.
Overall, Claus plants with tail gas treatment achieve 99 to 99.9 percent recovery of H₂S from the feed stream. Without tail gas treatment, recovery typically falls to 92 to 97 percent.
Where the H₂S + SO₂ Reaction Is Applied
Petroleum Refineries and Gas Processing Plants
This is where the reaction operates at industrial scale. Sour gas streams from hydrodesulfurization units feed directly into Claus sulfur recovery units. The process handles everything from small refinery units processing a few tons of sulfur per day to large-scale gas plants producing hundreds of tons daily.
Tail Gas Treatment
Even a well-operated Claus plant leaves residual H₂S and SO₂ in the tail gas. Tail gas treatment units — the Shell SCOT process being the most widely used — handle this remainder. SCOT converts residual sulfur compounds back to H₂S, recovers it in an amine absorber, and recycles it to the front of the Claus unit. With tail gas treatment, overall sulfur recovery reaches 99.8 percent or better.
Calibration and Monitoring Applications
Every Claus unit, every sulfur recovery system, and every refinery sour gas handling operation depends on accurate H₂S and SO₂ detection. Those detectors are only as reliable as their calibration standards.
SpecGas produces calibration standards for both gases across the concentration ranges these applications demand:
- NIST-traceable H₂S blends from 300 ppb to 10% concentration
- SO₂ standards at low ppm and ppb levels
- Both product lines use a proprietary internal cylinder treatment that stabilizes reactive gases over their shelf life
For facilities where H₂S:SO₂ ratio analyzers feed process control decisions, the calibration gas used to validate those instruments affects whether the plant hits its conversion targets. The SpecGas Stability Guarantee addresses reactive gas degradation in cylinders — a problem that undermines detector accuracy in exactly the environments where these gases are most hazardous.
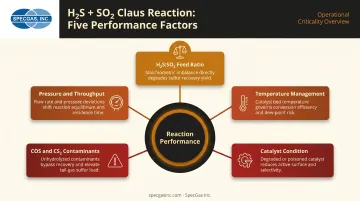
Key Factors That Affect the H₂S + SO₂ Reaction
Getting the chemistry right in practice depends on controlling several interacting variables:
H₂S:SO₂ feed ratio: Deviating from 2:1 is the single most common cause of poor yield — excess H₂S or SO₂ simply passes through unreacted. Online ratio analyzers measure both gases continuously and feed corrections back to the air/fuel control at the thermal stage. This is a continuous process control task, not a set-and-forget parameter.
Temperature management: Each catalytic stage has a specific operating window. Too high and equilibrium shifts back toward gaseous sulfur; too low and sulfur condenses on the catalyst. Operating below the sulfur dew point does more than reduce conversion — it can deactivate the catalyst bed, sometimes irreversibly.
Catalyst condition: Alumina beds degrade through sulfation, carbon deposition, heavy metal poisoning, and oxygen breakthrough from the burner. Because degraded catalyst shows no obvious external symptoms, regular activity testing and planned replacement schedules are essential.
COS and CS₂ contaminants: These thermal-stage byproducts react sluggishly over standard alumina, so the first catalytic converter runs hotter to hydrolyze them. If that inlet temperature drops — or the catalyst is degraded — COS and CS₂ carry through to the tail gas unreacted.
Pressure and throughput: Residence time in the catalyst bed affects conversion. Plants designed for a maximum feed rate may see reduced conversion if throughput increases beyond the design basis, shortening contact time with the catalyst. Any throughput increase beyond the design basis warrants corresponding adjustments to ratio control and stage temperatures.
Common Issues, Misconceptions, and When the Reaction Doesn't Apply
The Spontaneous Reaction Misconception
H₂S and SO₂ do not react meaningfully in completely dry gas phase at ambient temperatures. Peer-reviewed research confirms that moisture must be present for the gas-phase reaction to proceed. This is why calibration gas cylinders containing H₂S or SO₂ in inert balance gas — formulated without moisture and treated to minimize wall interactions — can maintain stable concentrations over their shelf life without the gases converting to sulfur inside the cylinder.
The "Neutralization" Misconception
Some practitioners assume that mixing H₂S and SO₂ simply neutralizes both gases, leaving nothing behind. This is incorrect. Elemental sulfur is a solid byproduct. In an uncontrolled environment, that solid sulfur can deposit on instrumentation, foul pipework, and accumulate in catalyst beds — creating operational and maintenance problems beyond the initial gas hazard.
Where the Reaction Is the Wrong Tool
At trace concentration levels — ppm and ppb ranges in ambient air monitoring or dilute calibration gas mixtures — the H₂S + SO₂ reaction is not a practical abatement mechanism. The kinetics at those concentrations, particularly without catalyst or elevated temperature, make conversion unreliable. Alternative abatement technologies are more appropriate for those applications.
Flaring Is Not Sulfur Recovery
Flaring H₂S produces SO₂ — it changes sulfur's chemical form without removing it from the atmosphere. The Claus reaction, by contrast, converts sulfur-containing gases into elemental sulfur that stays out of the atmosphere entirely. Conflating these two outcomes is a consequential error in oilfield safety planning and emissions accounting.
Frequently Asked Questions
What happens when hydrogen sulfide reacts with sulfur dioxide?
H₂S and SO₂ react in a 2:1 molar ratio to produce elemental sulfur and water: 2 H₂S + SO₂ → 3S + 2H₂O. The reaction requires moisture or a solid catalyst to proceed at meaningful rates and is the basis of the industrial Claus sulfur recovery process used in petroleum refining and natural gas processing.
Is hydrogen sulfide toxic to breathe?
H₂S is acutely toxic. It inhibits the cytochrome oxidase enzyme system, impairing cellular oxygen utilization. NIOSH sets the IDLH at 100 ppm, with a REL ceiling of 10 ppm for any 10-minute period.
Does hydrogen sulfide smell like rotten eggs?
At low concentrations, yes — the characteristic rotten egg odor is detectable. But olfactory fatigue occurs rapidly at higher concentrations; ATSDR notes olfactory paralysis at 100 ppm or above, typically within 2–15 minutes. This makes odor an unreliable sole safety indicator, particularly in confined spaces.
Does hydrogen sulfide turn silver black?
Yes. H₂S reacts with silver to form silver sulfide (Ag₂S), a black solid. This is the same tarnishing chemistry that blackens silver coins, jewelry, and silver-containing instrument contacts in sulfur-containing environments. It can also affect detector sensor contacts exposed to H₂S over time.
What is the Claus process and how does it use the H₂S–SO₂ reaction?
The Claus process is the dominant industrial method for converting H₂S from sour gas and refinery streams into elemental sulfur. It first generates SO₂ by burning one-third of the H₂S feed in a high-temperature furnace, then uses the 2 H₂S + SO₂ reaction over alumina catalyst beds in two or three stages to progressively recover sulfur, with condensation between each stage.
Why does moisture matter for the hydrogen sulfide and sulfur dioxide reaction?
In a completely dry gas phase, H₂S and SO₂ do not react meaningfully. Moisture facilitates reaction initiation at lower temperatures, which is why industrial processes manage water content carefully. It is also why dry, properly treated calibration gas cylinders can store these gases separately or at trace levels without significant reaction occurring during storage.